
Scope of work / Supported industries
Basic process of aluminum casting mold design
1. Check product specifications
Shape, dimensional tolerance, functional requirements, mass production quantity, etc.
2. Selection of casting method such as injection, gravity, tilting, etc.
Select the optimal casting method based on product shape, production volume, cost, etc.
3. Design of gate, runner, and sprue location
Optimized to ensure uniform filling and hot water distribution by considering metal flow.
4. Cooling/heat dissipation design
Improve quality by shortening cooling time and optimizing temperature gradients
5. Strength and lifespan design
Mold material selection, wall thickness design, reinforcing ribs, rib shape, etc.
6. Prototype and analysis
Improve design accuracy with flow analysis, strength analysis, and prototype verification
Why is mold design for aluminum casting important?
Improving the quality of aluminum products

・It affects the final quality of the product, such as dimensional accuracy, surface quality, and strength.
・Minimize the occurrence of defects (voids, blowholes, shrinkage cavities, etc.)
Efficiency of production costs

・Major contribution to shortening cycle time and reducing defect rate
・Reducing the number of man-hours required for modification and redesign leads to lower total costs.
Types of aluminum casting molds that can be produced
There are various casting methods, but our company mainly produces the following molds.
We may also be able to accommodate methods not listed, so please feel free to contact us.
Die casting mold (high pressure casting)
Precision casting is performed by injecting molten aluminum alloy into a die casting mold at high temperature and pressure. The biggest feature of die casting is that it can achieve extremely high dimensional accuracy compared to gravity casting and low pressure casting. Furthermore, the casting surface (casting surface) after casting is extremely smooth, requiring less post-processing, making it suitable for products that require a beautiful finish.
Die casting allows products to be designed to be as thin as possible, helping to reduce the overall weight of the product. This property is a major advantage in fields where weight reduction is required, such as the automotive and aerospace industries. Additionally, die casting can produce large quantities of products in a short period of time, which helps reduce manufacturing costs for mass-produced products.
On the other hand, die casting requires special equipment and advanced equipment. Casting machines must have a robust structure that can withstand high pressure, and the disadvantage is that the equipment investment is relatively high. Furthermore, because the cooling process involves rapid cooling, there is a risk of microscopic air bubbles (pinholes) forming inside, and a high level of quality control is required to overcome this problem.
Based on this technical background, die casting is often used for parts that require high precision and mass production, and its strengths are particularly demonstrated in the manufacture of automobile engine parts and electronic device casings.
GD type (gravity/gravity casting)
Gravity casting is a simple and efficient casting method that uses the force of gravity to naturally pour molten metal into a mold. This casting method is used in a wide range of fields because it is relatively inexpensive and can produce castings of excellent quality.
In particular, by using a core, it is possible to cast products with hollow shapes or complex undercut shapes. As a result, it is often applied to the manufacture of parts that require complex structures, such as automobile parts and industrial equipment.
Gravity casting requires technology that optimizes the cooling rate and solidification process while controlling the flow of molten metal in order to achieve both precision and quality of the product. By properly managing this process, it is possible to produce high-quality castings with minimal internal defects (e.g. bubbles and cavities).
On the other hand, although it is inferior in precision and production efficiency compared to die casting and low-pressure casting, it is positioned as a casting method with high cost performance because the equipment cost is low and it is especially suitable for small-lot production and manufacturing of large parts.
Shell type (shell core molding)
In gravity casting and low-pressure casting processes, shell cores play an important role in realizing complex product shapes. A shell core is a core made of a thin layer of sand, and by placing it inside a mold, it is possible to create precise and complex internal structures such as hollow structures and undercut shapes.
By using shell cores, it is possible to efficiently cast parts with hollow shapes that form cavities within the product, or parts with undercut shapes that are difficult to manufacture. This facilitates the production of high-strength, lightweight products used in automotive parts, mechanical parts, and even aerospace.
Another advantage of shell cores is that there is less contact surface between the molten metal and the core during the casting process, which improves the surface quality of the product. Additionally, since the core itself can be easily destroyed and removed after casting, the processing steps after casting are also shortened.
However, manufacturing shell cores requires specialized equipment and technology, and their design and production require advanced precision technology. Quality control is extremely important, as failure to select the core shape or material can lead to internal defects or dimensional accuracy problems in the casting.
Casting technology that utilizes shell cores continues to evolve as an innovative method for manufacturing complex-shaped products with high precision and efficiency.
LP type (low pressure/low pressure casting)
Low-pressure casting is a casting method that applies low pressure to molten metal in a closed container and gently pushes the molten metal into a mold against gravity. With this technology, if a cavity is required within the product, a hollow core can be used to form a hollow shape. This hollow shape is extremely complex and requires precision, so high technical skills are required for design and manufacturing.
In particular, with the LP (Low Pressure) mold, by effectively using the core, it is possible to mold products with complex shapes such as hollows and undercuts. This allows parts with complex internal structures, such as automobile parts and mechanical parts, to be manufactured with high precision, greatly increasing the degree of design freedom.
A major advantage of low-pressure casting is that the molten metal can be quietly fed into the mold. This results in a high-quality product with less molten metal turbulence and fewer casting defects (e.g. gas defects, entrainment, etc.). In addition, since dense castings can be produced, it is suitable for parts that require improved material strength and airtightness.
However, there are some challenges with this casting method. For example, production speed is somewhat slower than gravity casting or die casting. Therefore, it is not suitable for mass production, but is suitable for small-lot, high-mix production and products that require high precision. Additionally, as dedicated equipment and skilled technicians are required, securing equipment investment and technical capabilities may be an issue.
Low-pressure casting is widely used in fields that require both weight reduction and strength, such as automobile engine parts and aircraft parts, and is highly rated in the field of precision casting.
Characteristics required for aluminum casting mold materials
Die-casting molds repeatedly come into contact with molten metal flowing at high temperatures and high speeds, which can cause the surface of the mold to erode or be damaged by thermal fatigue. The selection of mold material is extremely important, as such damage greatly affects the life of the mold.
When choosing a mold, the following points should be considered:
– Type of casting alloy used
– Planned production quantity
– Parts where the mold is used
Based on these factors, the main characteristics required of a mold are as follows.
– Maintains hardness at high temperatures during casting and has excellent toughness
– High wear resistance and heat resistance in high temperature environments
– Strong against thermal fatigue and high resistance to softening due to heating
– Good hardenability and little distortion during hardening
– High thermal conductivity
– Resistant to cast alloys
– Easy to machine
Appropriate selection of materials with these properties will extend the life of the mold and improve production efficiency.
Materials used for aluminum casting mold parts
The materials used for die casting molds are as follows.
*Quoted from: “Illustrated Basics of Die Casting” (Nikkan Kogyo Shimbun, 2015 edition)
| Part used | Material part |
|---|---|
| Main mold | FCD450, 500, 550, SC460, 490, SCCrM1, 3 |
| Inserts, cores, cast-out pins | SKD6, 61 |
| Guide pin, guide pin bush | SKS2, 3, SK3, 4, 5, SCM435, 440, SUJ2 |
| Extrusion pin | SKD6, 61, SKS2, 3, SKH2, SACM1 |
| Return pin | SK120, 105, 95, 85, SKS2, 3, SUJ2 |
| Die base | S35C, S40C, S45C, FC250 |
| Extrusion plate | S55C, SS330, SS400 |
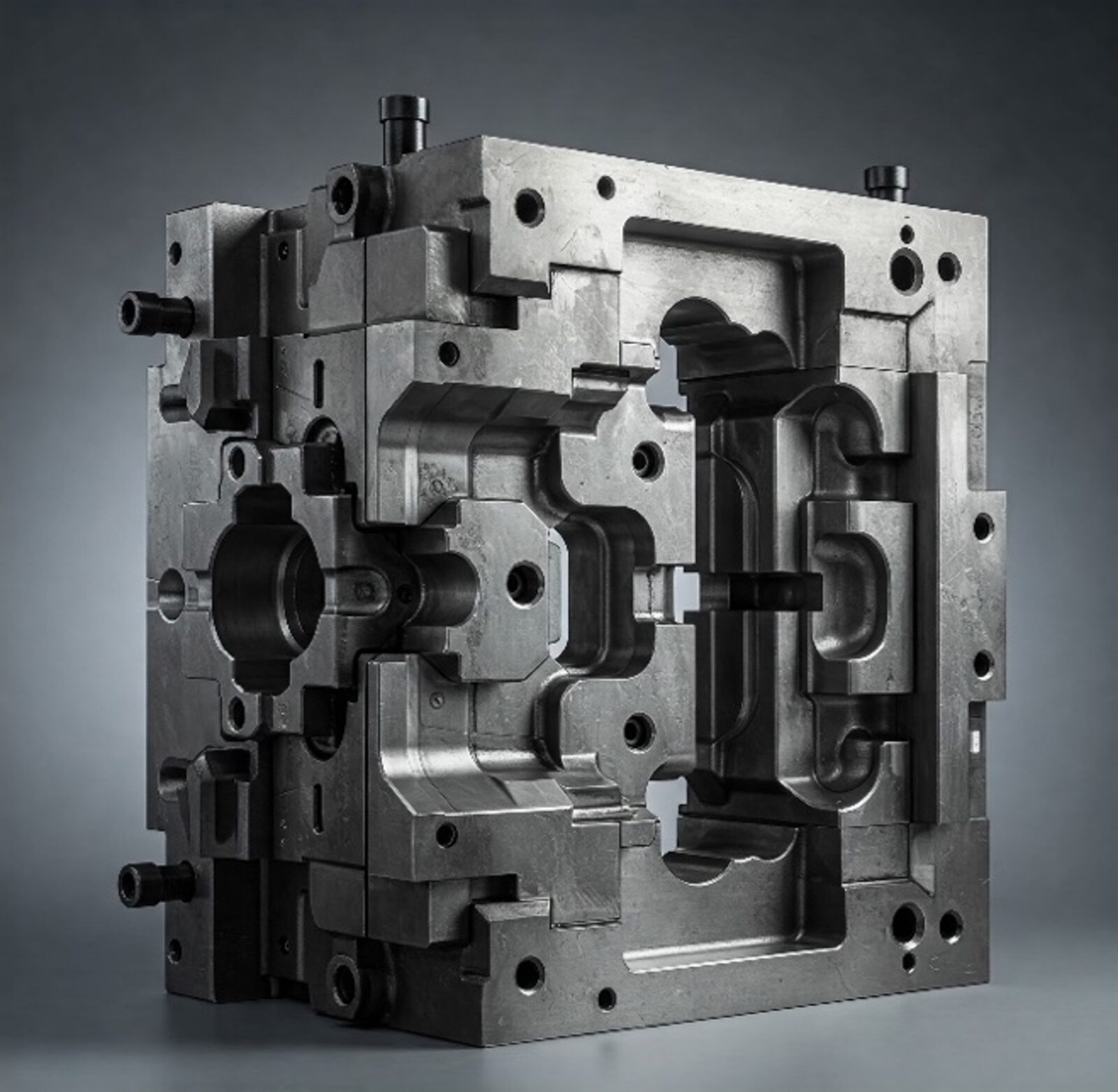
Machining process of aluminum casting mold
Processing of die-casting molds begins with machining the main mold, followed by machining the inserts and core. This is followed by machining of attachment parts such as cast pins, flow dividers, and spout bushings. Since the machining procedure differs depending on each part, we will explain each procedure here.
Main mold processing
The material for the main mold varies depending on the size of the mold. Carbon steel such as S45C is generally used for small molds, and spheroidal graphite cast iron such as FCD500 is used for medium and large molds. Cast steel is sometimes used for durability and prevention of deformation. The processing steps for the main mold are as follows.
1. Processing of split surfaces and surfaces
2. Side processing
3. Processing of inserts and core fittings
4. Drilling holes for cooling pipes and extrusion pins
5. Back side processing
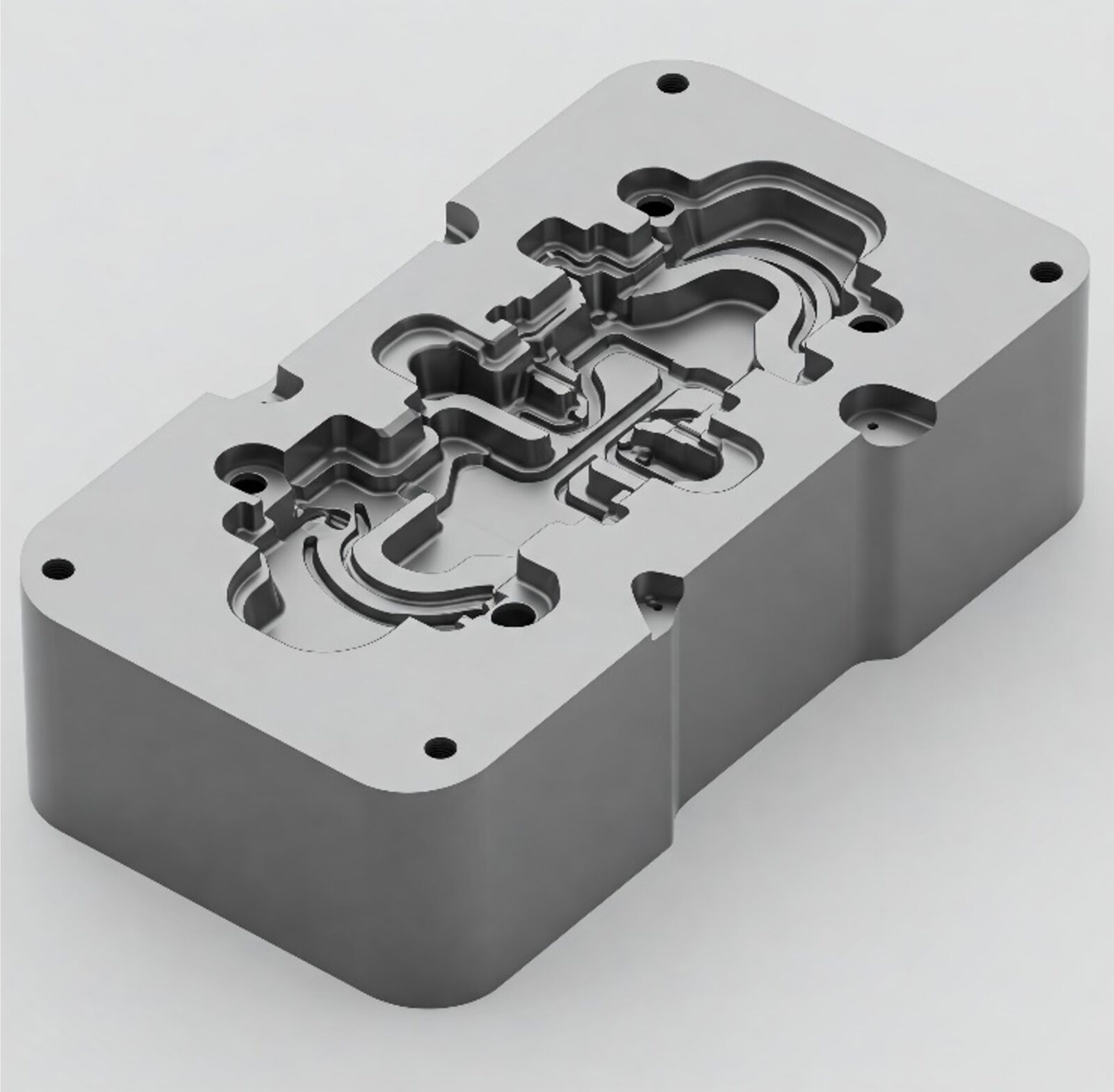
Processing of inserts and cores
The processing order of inserts and cores may be changed depending on the shape and size of the mold, as well as the required dimensional accuracy and surface finish of the product. The general processing steps are as follows.
1. 6 sides (corner)
2. Drilling
3.Roughing
4. Heat treatment
5. 6-sided dimension processing (finishing)
6. Finishing
7. Drilling
8. Polished finish
Common problems and countermeasures during production/processing of aluminum casting molds
Blowhole (bubble)
Cause: Gas entrainment, poor hot water supply, poor cooling balance
Countermeasures: Review of sprue/ventilation design, appropriate cooling design
Shrinkage nest
Cause: Volumetric contraction during solidification process, insufficient gate/boiler
Countermeasures: Optimization of the position and size of the gate and feeder, countermeasures using coagulation analysis
Shrinkage (variation in dimensional accuracy)
Cause: Solidification shrinkage, thermal deformation of the mold, poor temperature control
Countermeasures: Optimization of mold material and cooling line design, appropriate temperature control
Poor hot water area
“Cause: Poor shape of runner/gate, uneven metal flow rate
Countermeasure: Utilize flow analysis to design optimal gate shape and position”